Сварка в середовищі захисного газу вважається одним з найбільш надійних методів обробки металу. Ще кілька років тому вона була доступна тільки професіоналам. Але сьогодні спеціальний режим MIG, призначений для роботи з аргоном і іншими газами, є практично на всіх недорогих напівавтоматах побутового призначення. Щоб ви змогли оволодіти цією технікою, розберемо, які особливості такої зварювання, на що потрібно звернути увагу при її виконанні, і як правильно налаштувати прилади перед початком подібної роботи.
Загальний опис процесу
Цей метод зварювання також передбачає оплавлення заліза при впливі на нього високих температур. Однак він має свої особливості. Робота при ньому ведеться з використанням дроту і захисного газу.
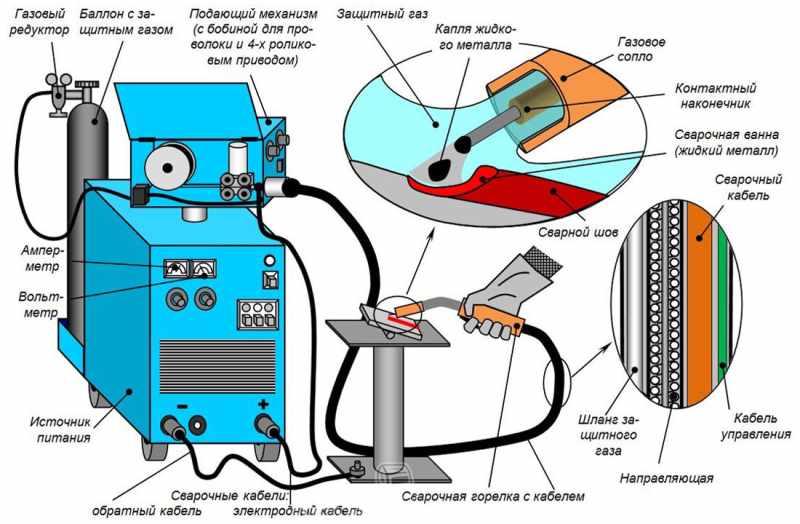
Дріт для такого типу робіт випускають в бобінах. Її розмір коливається від 0,6 мм до 1,2 мм. Зазвичай для заготовок, товщина яких становить 4 мм і менше, використовують зразки в 0,6-0,8 мм. А ось для більш товстих деталей потрібна дріт діаметром в 1-1,2 мм.
Що стосується захисного газу, то в цій іпостасі використовують суміш вуглекислого газу і аргону. Можна обмежитися чистим вуглекислим газом. Він дешевше в закупівлі. Однак шви з ним виходять менш якісними. Цей варіант можна використовувати для чорнових робіт. В інших випадках краще брати суміш. Газ для зварювання подається на пальник через спеціальний рукав. Він захищає зварювальну ванну від шкідливого впливу зовнішніх факторів, включаючи пил, знижені температури, вологу.
Сварка в середовищі захисного газу має ряд особливостей, що відрізняють її від класичної дугового. Серед таких:
- Відсутність диму при плавленні заліза.
- Можливість роботи з будь-яким матеріалом. Тільки цей метод годиться для обробки виробів товщиною від півміліметра.
- Відсутність шлаку на готовому шві.
- Універсальність. Цей метод можна використовувати для обробки всіляких матеріалів, включаючи нержавіючу сталь, сталь, кольорові метали.
- Високу швидкість обробки матеріалу в порівнянні з класичним дуговим методом.
До недоліків такого типу зварювання відносять неможливість роботи з заготовками на відкритій місцевості (при сильному вітрі неможливо контролювати потік захисного газу).
Ключові особливості роботи
Використання напівавтомата для зварювання металевих заготовок має ряд нюансів:
- При роботі в середовищі захисного газу плюсову клему потрібно підключати до пальника, а мінусову - до заготівлі. Тільки в тому випадку, якщо ви працюєте без захисного газу, слід підводити заготовку до плюсової клеми, а для зварювання використовувати спеціальний тип дротів.
- Підбір дроту відповідно до того матеріалом, з якого виконана заготовка. Так, якщо ви працюєте з алюмінієм, вам буде потрібно алюмінієвий дріт, якщо з нержавейкой - нержавіюча.
- Перед початком роботи потрібно перевірити стан механізму подачі дроту. Якщо він буде працювати погано, вам не вдасться отримати якісні шви.
- Під час налаштування швидкості подачі дроту необхідно враховувати силу струму. Чим вище остання, тим швидше повинна рухатися дріт.
- Струмознімальних наконечник, розташований на пальнику, потрібно підбирати з урахуванням діаметра дроту. Цей елемент відноситься до витратних матеріалів. Його потрібно час від часу міняти. Крім того, наконечник і сопло пальника потрібно час від часу чистити, так як в ньому накопичуються бризки від зварювання. Якщо це не робити, з часом пристрій засмітиться і буде подавати дріт переривчасто. А це загрожує шлюбом.
- При роботі в мережах зі зниженим напругою (менше 200 В) бажано використовувати більш тонкий дріт. Це дозволить отримати шов високої якості.
- При роботі з тонкими заготовками зварювання здійснюють точково. Така техніка роботи нівелює ризик прожога металу.
- Для подачі дроту потрібно використовувати міцний твердий шланг. Гнучкі елементи можуть перегнутися під час роботи. Це зупинить подачу дроту і може зіпсувати шов.
- Перед початком роботи необхідно відкусити кінчик дроту, що з'явився з пальника. Він зазвичай погано проводить електрику і не дає пристрою розпалити.
Також перед початком роботи важливо упевнитися в тому, що ви правильно тримайте пальник. Якщо ви працюєте в нижньому положенні, вона повинна бути нахилена під кутом в 60 градусів до заготівлі. Відстань від цього пристрою до металевого листа має становити не менше 5 мм, але і не більше 15 мм.
Загальні правила роботи
Щоб отримати якісні шви при роботі з першими заготовками, дотримуйтесь наступних правил зварника:
- Слідкуйте, щоб шов рівномірно прямував на обидва фрагмента металу. Інакше ви отримаєте кволе з'єднання.
- Між великими заготовками (товщина металу у яких становить понад 3-х мм) обов'язково залишати зазор в 2 мм. Така особливість роботи дозволяє отримати якісний однорідний шов. Якщо ж цього не робити, шов вийде поверхневим. Він зламається при першій же механічного навантаження на деталь.
Перед початком роботи заготовки «прихоплюють» в декількох місцях зверху і знизу. Чим більше листи металу, тим більше таких заготовок повинно бути. Це дозволяє уникнути деформації шва, яка може з'явитися в результаті перегріву матеріалу.
Представлені рекомендації поширюються на всі типи заготовок, з якими вам може пощастити мати справу. Чим раніше ви звикнете до таких особливостей роботи, тим менше виробничого браку у вас буде виходити.
Як налаштувати зварювальний апарат для роботи
Перед початком роботи необхідно правильно налаштувати інструмент. Слід поставити такі параметри зварювання:
- силу струму;
- швидкість подачі дроту;
- тиск газу (зазвичай встановлюється в межах 1-2 атмосфер).

В інструкції до приладу можна знайти рекомендовані значення сили струму і швидкості подачі дроту для роботи з тими чи іншими заготовками. Використовуйте їх виключно як орієнтир. Пам'ятайте, що вони можуть не підійти для ваших деталей в силу різних причин.
Порада: щоб не зіпсувати заготівлю, обов'язково випробуйте роботу автомата з певними настройками на непотрібних зразках металу. Це дозволить визначити, чи підійде вам обраний режим, і в разі потреби скоригувати параметри роботи приладу.
Види зварювальних швів
Для обробки заготовок в домашніх умовах можна використовувати різні типи швів. Їх класифікують за типом з'єднання і просторовому положенню.
Тип з'єднання у шва може бути:
- кутовим;
- тавровим;
- в нахлест;
- в стик.
Що стосується просторового положення шва, то воно може бути:
- горизонтальним,
- вертикальним;
- стельовим;
- нижнім.
Новачкам рекомендується варити заготовки з типом з'єднання встик і в нахлест з нижнім або вертикальним становищем.
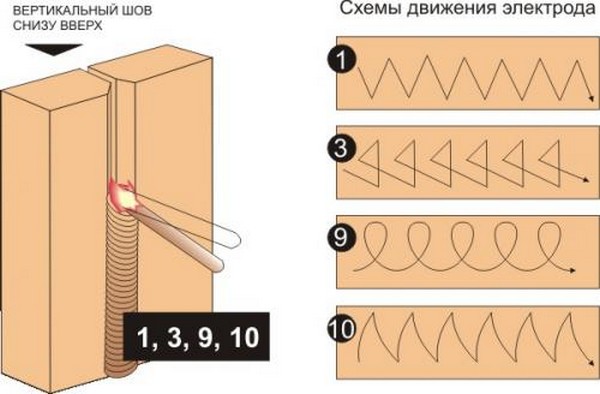
вертикальний шов
Це один з основних типів швів, яким повинен опанувати початківець зварювальник. Напрямок руху пальника в цьому випадку треба підбирати в залежності від товщини заготовки. Якщо вона менше 3 мм, рухатися треба зверху вниз, якщо більше зазначеного значення - знизу-вгору. Під час роботи пальник треба розташувати під кутом в 45 градусів до заготівлі. При роботі треба дотримуватися такі вимоги:
- Стежити за положенням пальника. Вона не повинна відхилятися від заданого кута.
- Рівномірно вести прилад. Якщо рухатися занадто швидко, шов буде нерівним. Якщо занадто повільно - можна пошкодити матеріал.
- Дотримуватися рекомендовану дистанцію між пальником і заготівлею в 5-15 мм.
Ось і весь секрет отримання рівного шва. Решту зробить зварювальний напівавтомат (за умови, що ви його правильно налаштували).
Тонкощі роботи з заготовками товщиною менше міліметра
Робота з листами металу товщиною 1 мм і менше того вважається найбільш складною. Однак такої думки зазвичай дотримуються ті люди, які не вміють з ним працювати. Насправді впоратися з ним не так важко, якщо дотримуватися основні вимоги до зварювального процесу.
Для обробки тонких листів можна використовувати один з наступних методів зварювання:
- Заклепувальний. Для нього потрібно виконати отвори в одній із заготовок. Деталі потрібно складати внахлест і проварювати метал через отвори верхнього шару.
- Звичайний. Дозволяє використовувати будь-які типи з'єднань.
При роботі з тонкими листами металу важливо дотримуватися такі рекомендації:
- Пальник треба вести плавно. Якщо її затримати на одному місці, ви можете отримати наплив металу або ж прожиг заготовки.
- При Заклепувальний методі починати обробку матеріалу треба від середини. Якщо порушити це правило, можна залити металом всі отвори. Це не дозволить отримати якісні шви.
- Силу струму і швидкість подачі дроту треба виставляти на мінімальні позиції. В іншому випадку можна зіпсувати заготівлю.
Деталі можна варити з невеликими проміжками в 1-5 см. Тільки в тому випадку, якщо вам потрібен герметичний шов, слід проварювати матеріал по всій довжині.
Провар зразків товщиною понад 4 мм
Робота із заготовками товщі 4 мм також має свої особливості. Для глибокого провару таких деталей з них знімаються фаски, а сама пальник ведеться зигзагоподібними або спіралевіднимі рухами. І це не все. Для отримання високої якості шва при роботі з товстими заготовками рекомендується дотримуватися таких правил:
- Заготовки слід розташовувати на відстані 2 мм один від одного.
- Ширину шва потрібно підбирати, виходячи з товщини заготовок. Наприклад, якщо вона становить 6 мм, то шов повинен зайти на кожну заготовку як мінімум на 3 мм.
Заготовки товщиною більше 5 мм рекомендується варити в кілька підходів. Спочатку деталі треба з'єднати по центру, а потім проварити заготовки зверху і знизу від першого шва.
Висновки
Як бачимо, працювати зі зварювальним напівавтоматом абсолютно не складно. Досить вивчити технологію зварювання в середовищі захисного газу. Підібрати необхідні витратні матеріали та гарненько попрактикуватися. І тоді ви зможете освоїти представлену технологію обробки металу всього за пару днів.



