Алюміній - один з найпопулярніших матеріалів, використовуваних в будівництві, машинобудуванні та інших галузях. Він поєднує в собі високу міцність і малу вагу, стійкість до корозійних процесів, механічних пошкоджень, перепадів температур і навіть горінню. Але у цього матеріалу є один істотний недолік: він погано піддається зварюванню. Щоб ви змогли з ним впоратися, розберемо, які особливості, і як слід з ним працювати, щоб отримати потрібний результат.

Чому з алюмінієм так складно працювати?
Для початку варто розібратися, чому цей матеріал так погано піддається зварюванню. Цьому сприяє цілий ряд особливостей алюмінію:
- На поверхні цього металу і всіляких його сплавів утворюється окисна плівка. Плавиться вона виключно при температурі вище 2044 градусів Цельсія. При цьому сам метал плавиться вже при 660 градусах.
- Алюміній при плавленні сильно тече, що не дозволяє зварнику повністю контролювати зварювальну ванну. Щоб якось стабілізувати цей процес, доводиться застосовувати спеціальні накладки, що відводять тепло.
- Шов на деталях з цього матеріалу сильно деформується під час охолодження. Це пов'язано з високим коефіцієнтом усадки.
- Коли такий метал нагрівають, він виділяє велику кількість водню. Через це після охолодження заготовки на ній залишаються численні тріщини і пори.
- Робота з алюмінієм проводиться тільки при підвищених токах. А з ними навичками звертатися складно. Потрібна чимала практика.
Говорячи про зварювання алюмінію не можна не згадати і про те, що найчастіше домашнім майстрам попадається не чистий матеріал, а сплав невідомого походження. Для його варіння необхідно підбирати налаштування агрегату вручну. При цьому ризик зіпсувати деталь дуже великий. Але при обережному поводженні навіть з такими заготовками можна досягти непоганих результатів.
Які методи роботи підходять для подібних сплавів
Для роботи з представленим матеріалом в домашніх умовах найбільше підійдуть такі методи роботи:
- Сварка в середовищі захисного газу. Її можна виконати, використовуючи напівавтомат.
- Обробка металу плавкими електродами. Газ в цьому випадку не використовують.
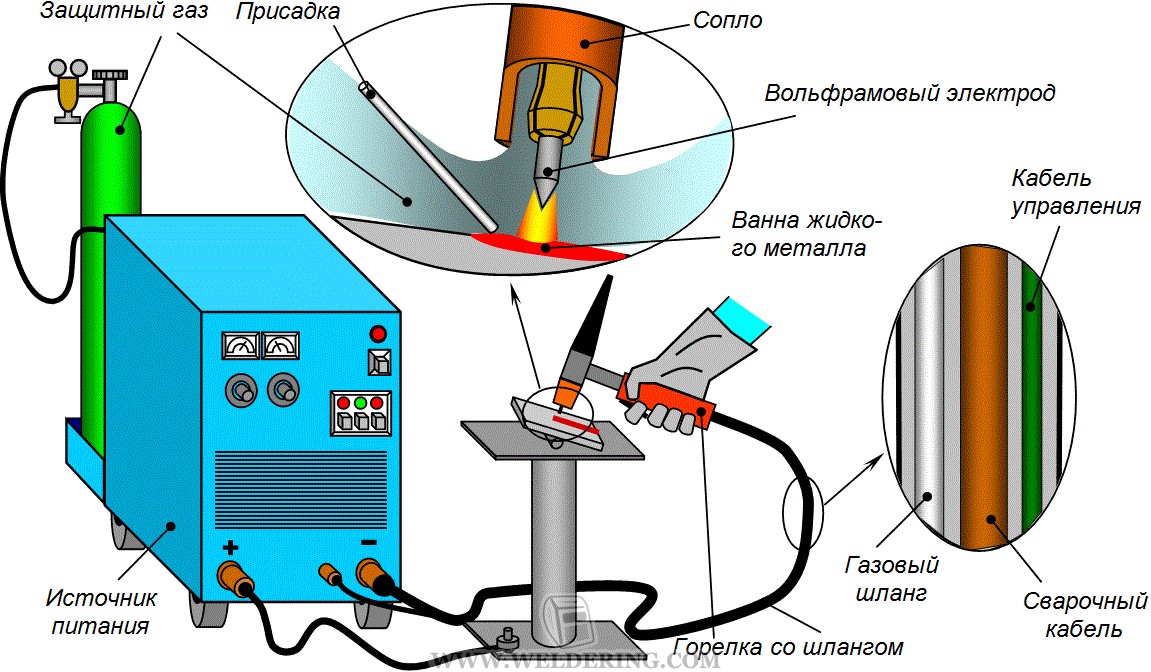
- Проварювання вольфрамовими електродами в середовищі захисного газу.
Важливо: жодна з перерахованих вище технологій не буде працювати, якщо ви попередньо не зніме з заготовки захисний шар. Для цієї мети можна використовувати постійний або ж змінний струм зворотної полярності.
Підготовка матеріалу до роботи
Для початку розглянемо процес видалення оксидної плівки з алюмінієвих заготовок. Його проводять в декілька етапів:
- Першими справою заготовки треба знежирити. Для цього їх обробляють засобами побутової хімії: ацетоном, авіаційним бензином, уайт-спіритом. Якщо ви працюєте з тонкими заготовками (товщиною менше 3 мм), цього буде достатньо.
- На наступному етапі заготівлі піддають механічній обробці. Їх обточують напилком або наждачним папером. Це дозволяє повністю видалити кромку і підготувати вироби до зварювання.
Порада: при роботі з заготовками товщиною понад 4 мм може знадобитися додаткова обточування матеріалу. На них добре робити конусні кромки. Це підвищує якість шва.
Сварка електродами: особливості технології
Цей метод обробки алюмінієвих заготовок має свій код ММА. Вона застосовується тільки для невідповідальних конструкцій і може використовуватися при роботі з листами металу товщиною не менше 4 мм. Подібна технологія використовується не так часто, оскільки має ряд істотних недоліків. До таких слід віднести:
- Поява пір в металі після обробки. Це істотно знижує якість шва.
- Сильне розбризкування матеріалу. Воно може призвести до пошкодження шкіри зварювальника.
- Формування великої кількості металевих кульок на поверхні, які в подальшому призводять до корозії листа.
Сама зварювання за цією технологією здійснюється наступним чином:
- Для початку треба налаштувати прилад. Зварювання слід здійснювати тільки постійним струмом з зворотною полярністю. Силу струму треба розрахувати з урахуванням щільності конструкції. Так, на кожен міліметр товщини має йти 25-30 А.
- Краї деталей при роботі треба розігрівати до 300-400 градусів Цельсія.
- Варити заготовку треба одним електродом безперервно. В іншому випадку на електроді буде з'являтися шлаковая плівка, яка не дасть його повторно розпалити.
- Після обробки деталі слід контролювати її охолодження. Воно повинно бути повільним. Інакше шов вийде неякісним.
Після завершення робіт заготовки треба очистити від шлаку, щоб запобігти утворенню зон корозії. Для цього матеріал треба обробити гарячою водою, а потім пройтися по заготівлі металевою щіткою.
Порядок роботи з вольфрамовими електродами в середовищі захисного газу
Цей метод дає більш надійні міцні шви. Саме його рекомендують використовувати, коли до заготовок є спеціальні вимоги по рівню міцності. Для застосування цього способу обробки заготовок знадобиться дріт (її діаметр може складати від 1,6 до 4 мм), а також вольфрамовий електрод (у цього зразка діаметр може складати від 1,5 до 5 мм). В якості захисного газу можна використовувати гелій або ж аргон.
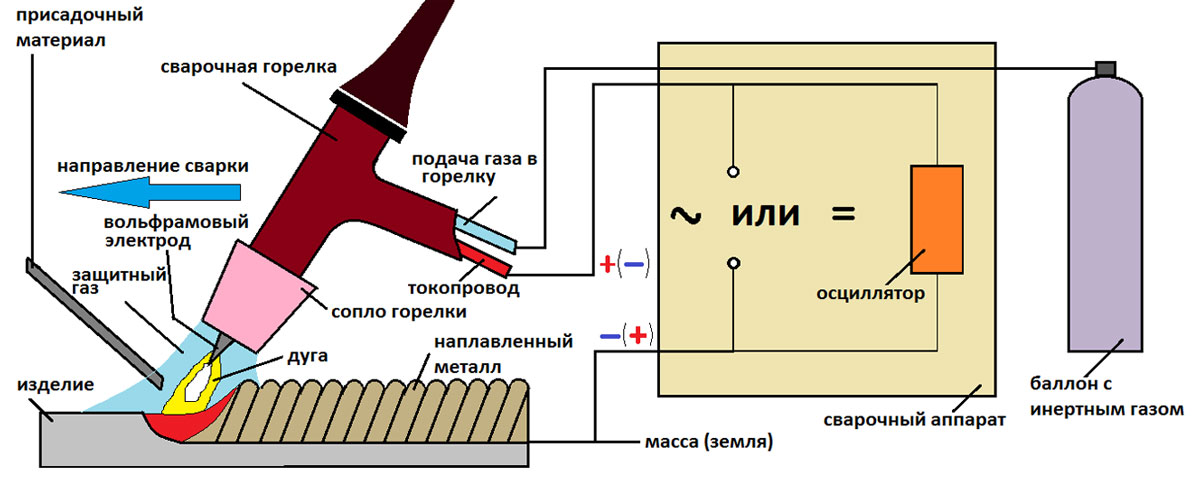
Параметри роботи зварювального апарату підбираються залежно від рекомендацій виробника (в інструкції до кожного такого пристрою, що має відповідний режим роботи, вказані базові значення настройки). При роботі з матеріалом враховують такі особливості:
- Вся робота проводиться тільки поздовжніми рухами. Поперечні використовувати не можна. В іншому випадку можна отримати нерівний шов.
- Між електродом і дротом весь час треба утримувати прямий кут. При цьому кут між електродом і заготівлею повинен бути близько 80 градусів.
- Довжина дуги при роботі з алюмінієм не повинна перевищувати 2,5 мм.
- Дріт в стик треба подавати поступальною ходою. Діяти слід за таким алгоритмом: спочатку в шов укладається дріт. А вже після неї рухається пальник.
- Газ слід почати подавати за 5 секунд до початку процесу, а вимикати через 6 секунд після його завершення.
Важливо: під листи алюмінію перед початком зварювання треба покласти лист заліза. Він буде виконувати роль матеріалу, що відводить тепло. Якщо цією рекомендацією нехтувати, алюміній може залити зварювальну ванну в силу високої плинності.
Як правильно варити алюмінієві сплави полуавтоматом
В ідеалі для роботи з алюмінієм потрібно використовувати спеціалізований апарат. У чому його переваги? Справа в тому, що він подає у робочу зону імпульс підвищеної напруги, який швидко і ефективно руйнує оксидний шар. Далі напруга автоматично опускається до базового робочого рівня і дозволяє легко і якісно варити алюміній. Однак ця техніка для обробки металу має один істотний мінус - вона дуже дорого коштує. Тому доцільніше використовувати для роботи з матеріалом звичайні напівавтомати. Підійдуть навіть моделі побутового застосування, в яких немає спеціального режиму для роботи з алюмінієм.

Щоб виконати на заготівлі якісний шов, використовуючи домашнє обладнання, дотримуйтесь таких рекомендацій:
- Застосовуйте алюмінієвий дріт під час роботи. Пам'ятайте, що під час роботи на ній можуть залишатися скручування. Тому для її подачі по можливості використовуйте механізм з 4 роликами.
- Використовуйте наконечник з буквами AI. Звичайний не підійде, так як при нагріванні алюмінієвий дріт розширюється більше сталевий.
- Збільште швидкість подачі витратного матеріалу на шов. Пам'ятайте, що алюмінієвий дріт розплавляється занадто швидко. Якщо ви будете працювати з нею з тією ж швидкістю, що і зі сталевою, швидко зіпсуєте заготовку.
Порада: якщо на вашому приладі немає спеціального режиму для зварювання алюмінію, візьміть кілька непотрібних деталей з цього матеріалу і потренуйтеся на них, використовуючи різні настройки сили струму і швидкості подачі дроту. Так ви визначите той варіант, який ідеально підійде для роботи.
Як варять метал побутовим інвертором
Для зварювання алюмінію в побутових умовах цілком можна використовувати звичайний інвертор. Однак в цьому випадку треба уважно поставитися до налаштування приладу для подальшої роботи. Струм на ньому треба виставляти великих величин, інакше з металом не впоратися. Що стосується електродів. Те для цієї мети треба брати продукцію ОЗА або ж ОЗР, можна використовувати моделі марки ОЗАНА. Самі електроди перед застосуванням треба прожарити в спеціальній печі.
Подальший процес роботи з алюмінієм ніяк не відрізняється від варіння звичайного чорного металу. Він, звичайно, зажадає від вас певного тренування. Але якщо ви витратите свій час і виконайте 2-3 пробних шва на непотрібних заготовках, ви зможете отримати рівний красивий стик і на звичайній деталі.
застосування флюсів
Для роботи в середовищі захисного газу можна використовувати і спеціальні флюси. Вони дозволяють скоротити підготовку і прискорити процес зварювання. Ці пристосування розчиняють оксидний шар і відразу з'єднують матеріали.

Важливо: представлені матеріали можна застосовувати і при звичайній дугового зварювання. Правда, в цьому випадку треба використовувати вугільні або ж графітові електроди. Будь-які інші не підійдуть.
Підсумки
Як бачимо, при строгому дотриманні технології, з алюмінієм цілком можна впоратися. Головне - ретельно підготувати заготовки, правильно налаштувати зварювальний апарат і строго слідувати інструкції по роботі з матеріалом. Трохи практики, і ви будете справлятися з цим завданням так само легко, як і зі зварюванням будь-якого чорного металу.